

咨询热线:
13585634268
13585634268

当前位置:网站首页 > 现货资源
现货资源
通过加强首检和制程检验降低废品的产生
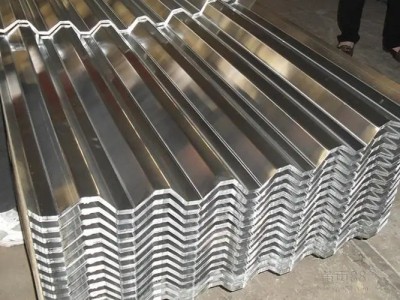
铝材外形尺寸废品如壁厚超差、扭拧、平面间隙、开口或收口等,主要靠试模后第1一支棒由主机手在出料时检查和质检员在拉伸后检查把关来杜绝这类废品的产生。一般壁厚公差要从负公差开始控制,因为随着制品的陆续生产,由于模具的逐渐磨损,制品壁厚会逐渐变厚。对于大悬壁的型材,在拉伸矫直时要认真对照图纸检查,控制合理的拉伸量。
表面废品如擦划伤、桔皮、组织条文、黑斑、气泡等,1060铝卷批发,往往不是每一根制品全部出现。需要通过主机手、质检员、拉伸成品锯切工序,互相检查,共同监督将表面存在的废品调出。
如质检员在出料台上未发现制品有擦划伤,到成品锯切时发现制品有划伤现象,就要从冷床的转化过程中检查,是否运输皮带、拨料器等某些部位有坚硬突出造成制品划伤。
质量管理是全员、全过程的管理,每个工序都必须把好质量关,做到自检、互检、专检相结合,才能有效的将技术废品消灭在萌芽状态。人为的控制和提高成品率。
通过以上措施可以使几何废料减少,可见减少几何废品是企业一项重要的技术管理措施,对高经济效益有很大的意义。

绑料用的铝丝采用两种规格为好,大料选用粗铝丝,中、小料则用较细铝丝,可采用2mm与3mm,或2.2mm与3.2mm两种规格,铝丝退火硬度取1/2~3/4为好。目前很多企业已改用夹具。
吊入氧化槽前要认真紧固每根型材;对返工料氧化前紧料时,要先用老虎钳拍打型材端部使其移位后才紧料,使接触处无膜,保证良好导电。
型材料挂放入氧化槽和着色槽导电座上时要注意好对中,不然易出现阴阳面色差。
氧化结束断电后及时吊起,停留在氧化槽内数分钟会影响封孔,也会使着色速度加快;氧化后吊起在空中倾斜停留太久,泻酸液的一端因氧化膜扩孔原因使着色较深,易出现两头色差。
着色槽前后四个水洗槽要保持每个槽的pH值相对稳定,1060铝卷价格,正常四个水洗槽的pH值控制如下:
氧化后第1一道水洗槽pH值:0.8~1.5
氧化后第1二道水洗槽pH值:2.5~3.5
着色后第1一道水洗槽pH值:1.5~2.5
着色后第二道水洗槽pH值:3.5~5.0
一般情况下生产时即开启一定量的溢流水,停产时及时关闭进水阀门,不应整槽排水、加水,在氧化后第1一个水洗槽内停留数分钟,则着色速度加快,而在第二个水洗槽内停留则会使着色减慢。
对生产浅色仿钢料,一般采用先过着色、后退至标准色板法进行着色。因为仿钢料色差的着色时间控制范围很小(只有2~3秒),而采用退色法则可有10~15秒的控色时间,且统一退色也利于底色一致,无锡1060铝卷,对仿钢料退色和补色都使色调趋于发青,而一次性着色则趋于发红。
型材料挂从着色槽和着色后第1一道水洗槽内吊起后不要停空时间太长,不然型材表面会出现色带、色泽不均匀和泻水端白头等现象,应稍作对色后及时进行下道水洗,准确对色应在第二道水洗后进行。一般来说对仿钢料,如对比样板色偏红,则说明着色时间不够应再补色;如色偏黄则已过着色,1060铝卷厂家,可根据色深程度选择在着色槽还是着色后第1一道水洗槽内退色修正。
着色槽内药品加入方法:硫酸亚锡和硫1酸1镍一定要用槽液溶解,而着色添加剂用纯水溶解(纯水易溶),一定要注意固体添加剂完全溶解后方可倒入,浓1硫1酸直接倒入着色槽。
电泳前热水洗的温度、时间及水质一定要保证,氧化膜孔内如残余SO42- 没有洗净,则电泳、烘烤后易出现发黄和漆膜不透明现象。一般情况下热水温度控制60~70℃,热水洗时间5~10分钟。
0.9mm1.0mm目前,我国生产的。

服务三保:保证数量,保证时间,保证。服务宗旨:的实力,的产品,低廉的价格。经营原则:顾客至上,价格合理,品种,.防锈铝皮铝皮(行业内称“铝卷)是铸轧机经过压延,拉弯角加工后,为进行飞剪的金属产品。
1×××系列 有系列中1×××系列属于含铝量多的一个系列。
纯度可以达到99.00%以上。由于不含有其他金属元素,所以生产比较单一,价格相对比较便宜,是目
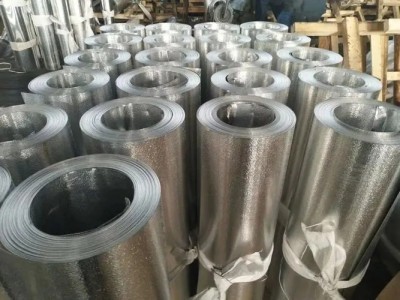
前常规工业中常用的一个系列。市场上 系列铝板根据后

数字来确定这个系列的含铝量,比如1050系列后数字为50,根据牌号
命名原则,含铝量达到99.5%以上方为合格产 )中也明确
规定1050含铝量达到99.5%.同样的道理1060系列铝卷的含铝量达到99.6%以上。
